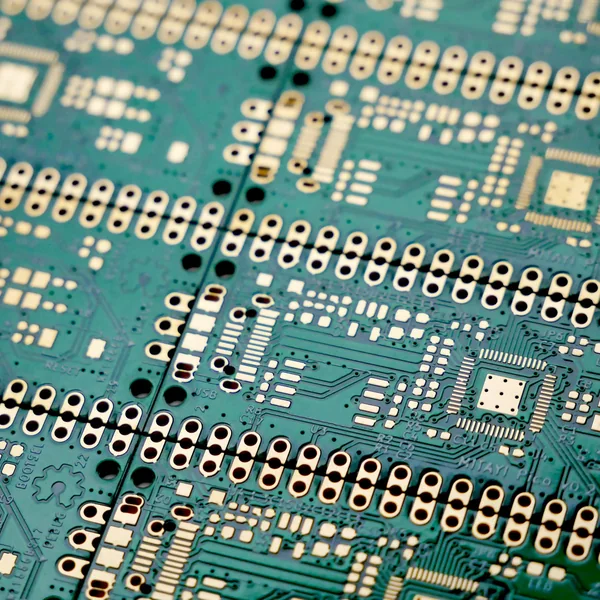
Read the board layout
Package types, connector count, thermal regions, and mixed-technology areas signal assembly and inspection risk.
Browse representative programs selected to show manufacturability, stable yield, and clear engineering handoff from prototype through repeat production.

Each example connects the visible board to practical manufacturing context: layout complexity, sourcing reality, inspection depth, and release discipline.
Package types, connector count, thermal regions, and mixed-technology areas signal assembly and inspection risk.
Turnkey, partial turnkey, consigned kits, and lifecycle-sensitive parts change how a build should be quoted.
Functional test, programming, calibration, coating, and box-level checks depend on how the product will be used.
Pilot lots should create notes, fixtures, records, and material decisions that make repeat production easier.
Compare visible board architecture with layer count, package risk, order range, sourcing model, inspection, test scope, and the release pack expected at delivery. Photos and ranges are similarity-screening references, not proof of a named customer order; exact scope is verified from released project files.

Dense processor board comparable to monitoring and laboratory instruments; regulated use requires customer-specific validation.
Comparable manufacturing range; confirm from Gerber, BOM, validation plan, and regulatory requirements.

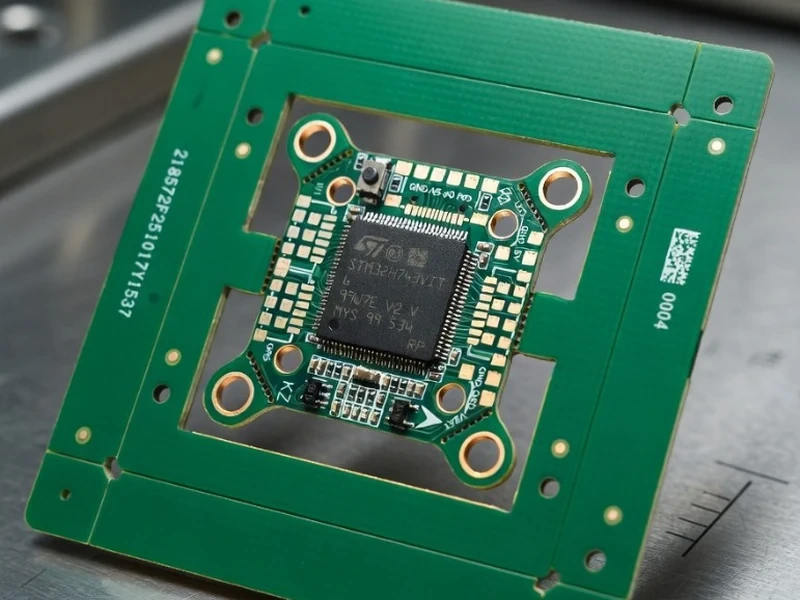
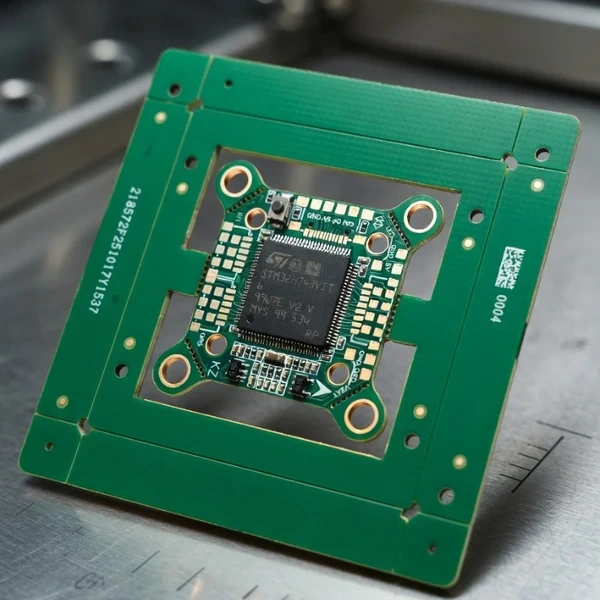
Compact controller mounted in a routed carrier, comparable to rugged embedded and mobility-control modules.
Automotive qualification is not implied; PPAP, IATF, and validation scope must be agreed before quote.

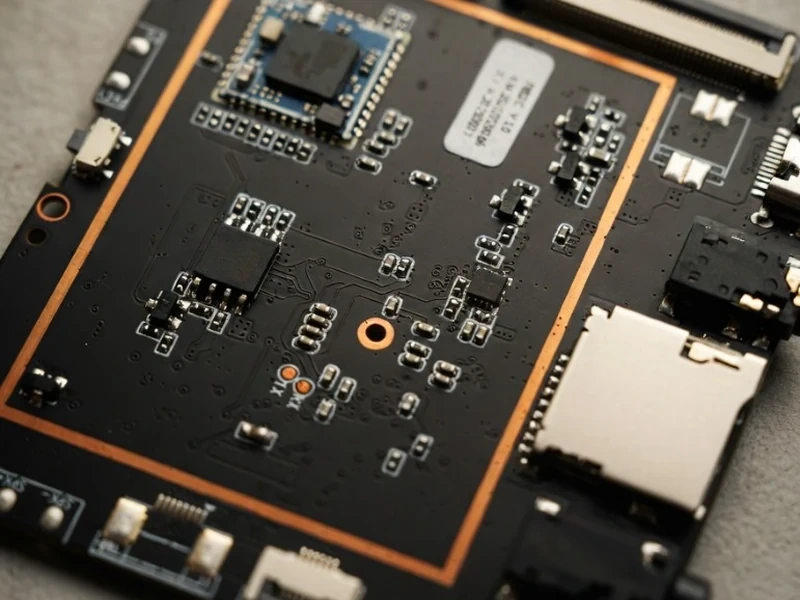
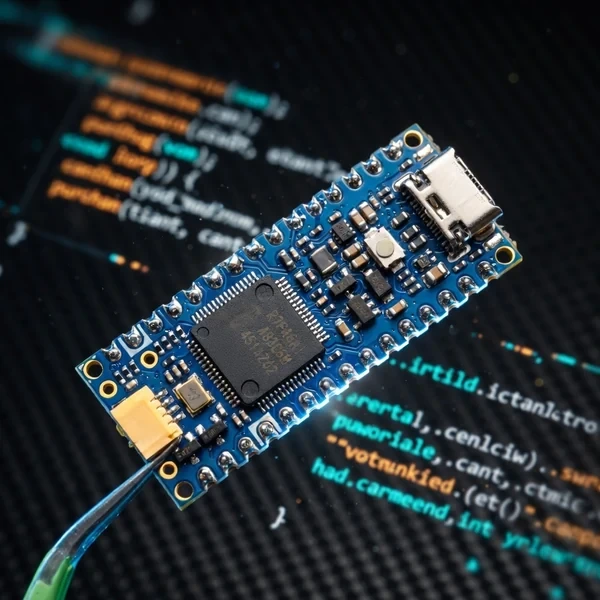
Wireless module PCBA with RF integration, antenna keep-out control, power management, and production test access.
RF output and certification testing require the customer's approved fixture and acceptance limits.
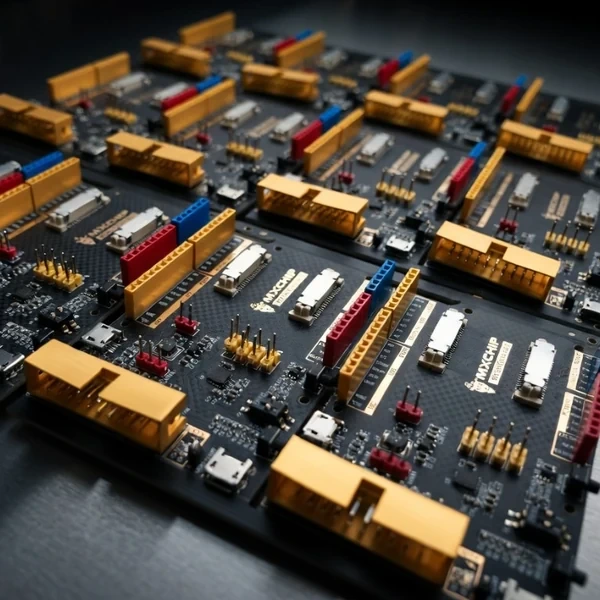
Connector-rich mixed SMT/THT board with programming access and functional-test planning.
Temperature grade and field-voltage test limits follow the approved BOM and product specification.

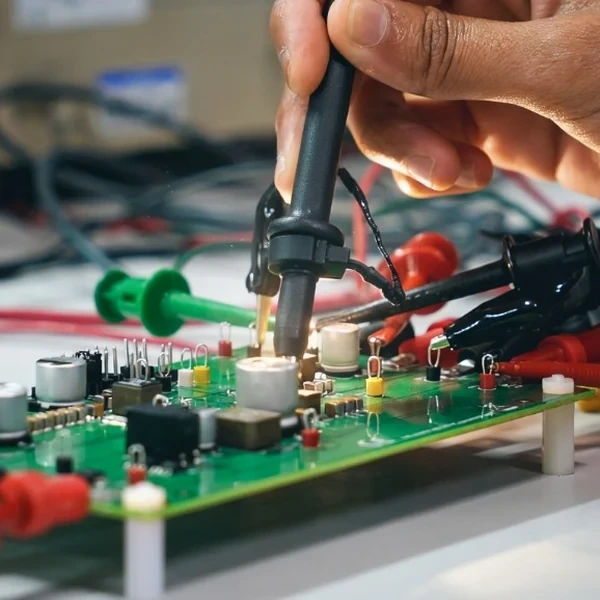
Power electronics board with inductors, high-current regions, and thermal inspection considerations.
Current, hipot, load, and thermal-rise limits must come from the approved engineering test plan.
Gateway-style communication PCBA with Ethernet interfaces, power regions, and EMC review needs.
EMC compliance is a product-level validation activity; PCBA checks support but do not replace it.
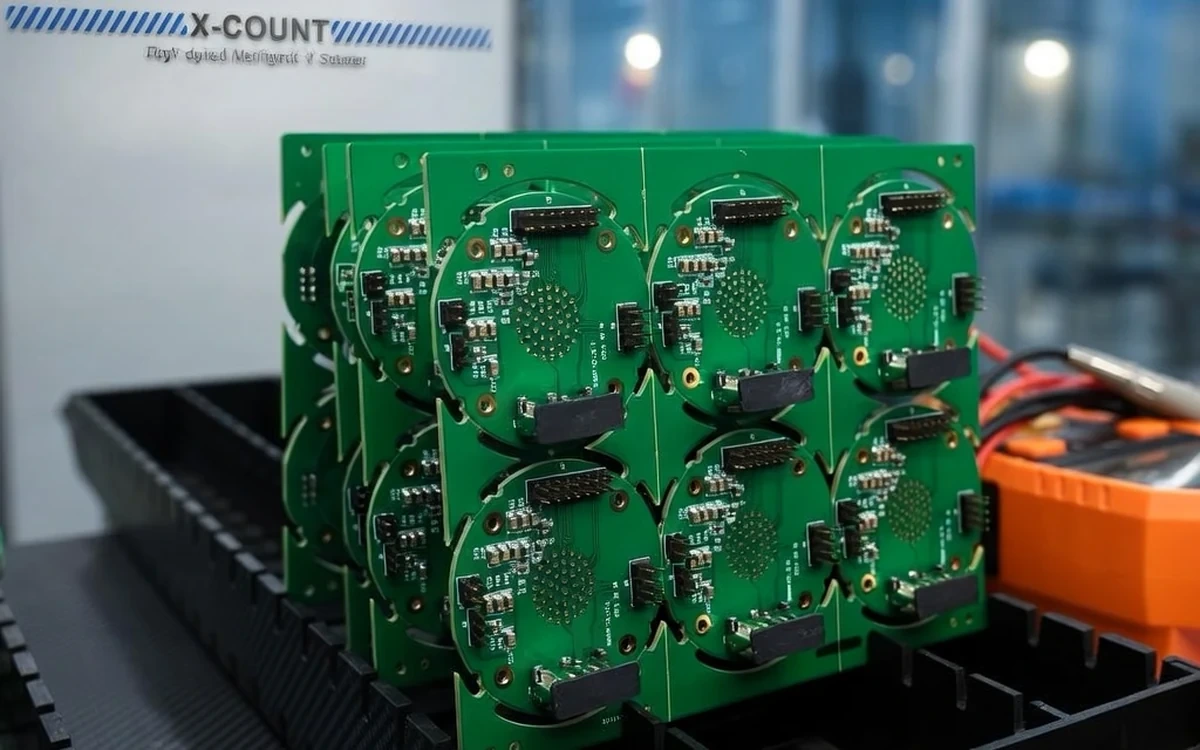
Repeated controller modules with fine-pitch assembly and batch inspection planning.
Panel count and lot range are planning bands; final panelization follows fab and assembly DFM.
Small control PCBA in fixture context for NPI, programming, and inspection planning.
Best matched to NPI and engineering builds where flexible fixtures matter more than test takt time.

Enclosure integration with PCBA fit, harness routing, power-on validation, and pack-out planning.
The image shows the internal PCBA class; enclosure, harness, label, and packing evidence is confirmed at RFQ.
Two closer views of board and batch architecture. Values are practical screening ranges, not claims about a named customer order.
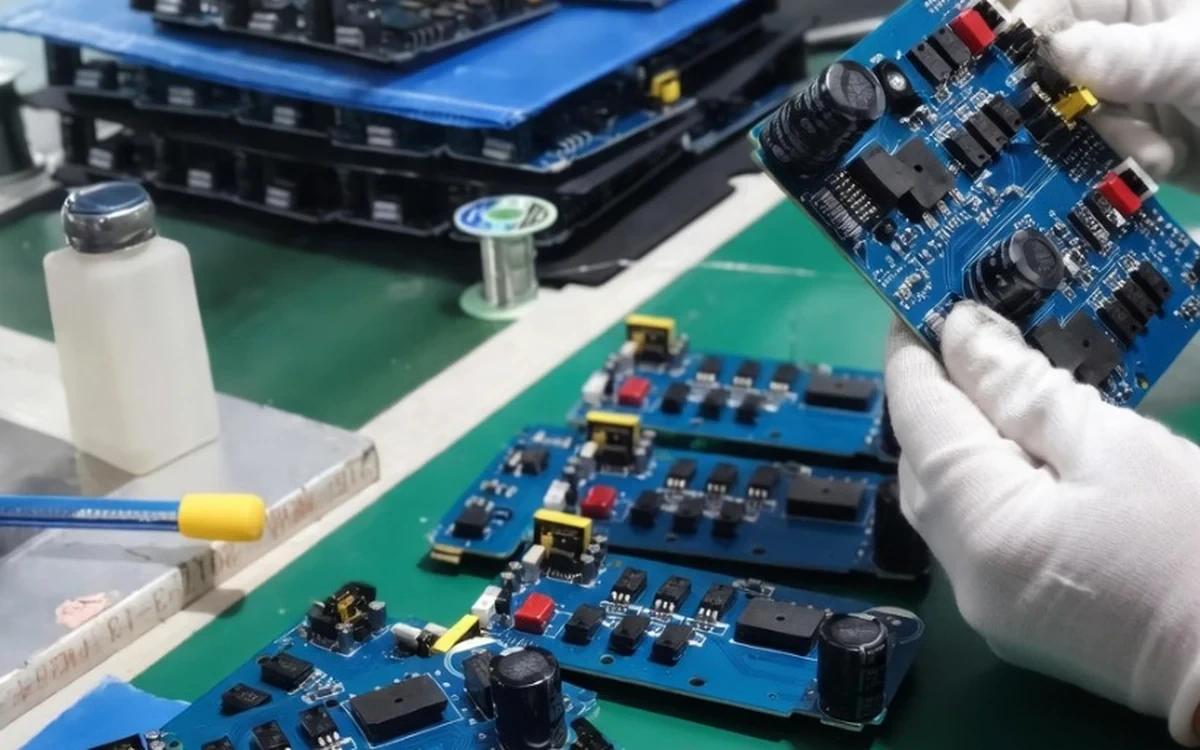
The photo shows populated controller boards handled as a production batch. The closest manufacturing match is an industrial I/O or equipment-control PCBA with repeated setup, first-article approval, and board-level test.
Connector alignment, THT solder fill, firmware control, and fixture repeatability should be released before the balance of the lot.
The photo shows repeated populated modules retained in a routed panel. This structure is comparable to compact controller, sensor-interface, and actuator boards moving from pilot into repeat production.
Panel warpage, fiducial strategy, depanelization clearance, programming access, and fixture contact points are the main release decisions.
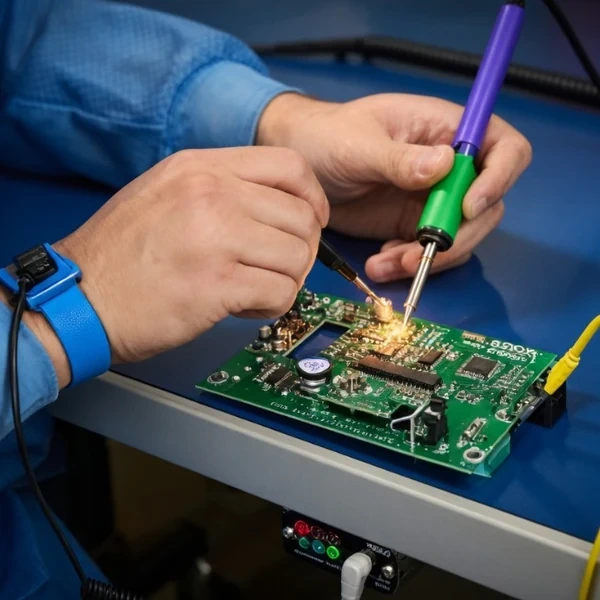
Process and workbench views matched to the visible manufacturing step, so buyers can understand soldering, testing, first-article review, and module handling context.


Representative product photos should help buyers qualify manufacturability, inspection depth, and supplier fit before sending a detailed RFQ.
Prototype PCB assembly needs quick DFM feedback and material availability checks. Low volume PCB assembly needs repeat setup notes and revision control. BGA PCB assembly needs X-ray criteria, MSL handling, and rework approval rules.
For box build assembly, the RFQ should include enclosure drawings, cable routing, torque rules, labels, accessories, firmware steps, and packaging instructions.
Send Gerber or ODB++, BOM with MPNs and alternates, centroid, assembly drawing, quantity breaks, test plan, coating needs, and target delivery date.
If the product is medical, automotive, or industrial, include traceability, label, firmware, inspection report, and change-control expectations up front.
A visual walkthrough of common PCBA manufacturing checkpoints from paste printing to release checks.
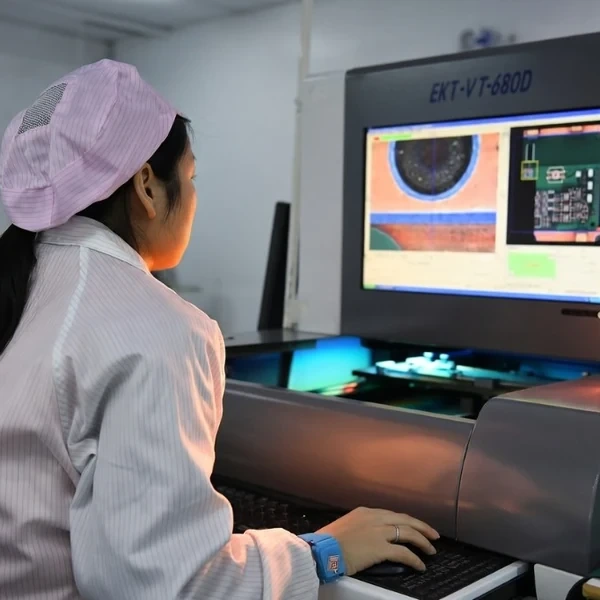
Hidden-joint inspection can be scoped for BGA, QFN, CSP, and other risk packages.
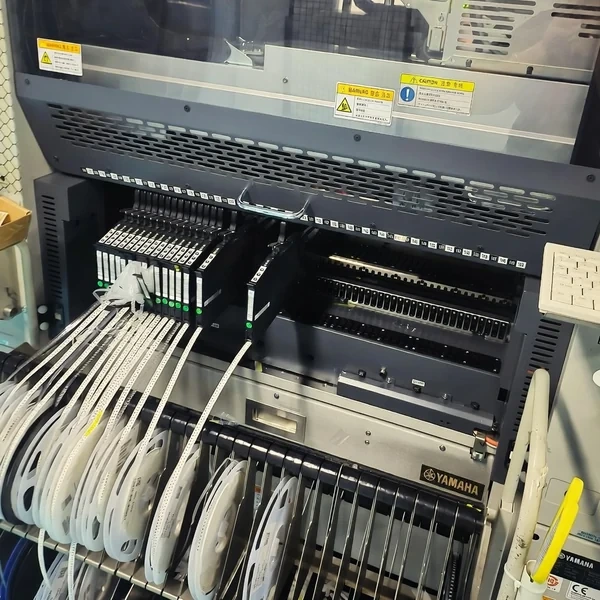
Feeder loading, material verification, and placement program review prepare the SMT line.

Assembled PCBAs move through visual, electrical, or functional checks by project requirement.

First-article review checks placement, polarity, solder condition, and release decisions.

Batch-level outgoing checks, packing notes, and release records close the shipment loop.
Send the design package or ask about a similar build pattern. We will review manufacturability, sourcing model, inspection needs, and release records before quoting.