Agree what good means
IPC class, cosmetic rules, void limits, test coverage, packaging, labels, and release requirements are scoped early.
Criteria, material decisions, inspection checkpoints, test logs, and release evidence are agreed before production starts.
A manufacturing partner earns trust by showing where quality is controlled, which records exist, and when buyers can review them before release.
IPC class, cosmetic rules, void limits, test coverage, packaging, labels, and release requirements are scoped early.
Lot references, substitutions, MSL handling, consigned kits, and controlled sourcing channels are tied to the build record.
SPI, AOI, X-ray, ICT, FCT, coating, programming, and rework evidence are selected by package and product risk.
Outgoing checks, test summaries, photos, packing confirmation, and shipment notes support a cleaner production release.
These are manufacturing controls that can be scoped by project. A certification, audit scope, or industry approval is claimed only when a current document can be shared and verified.
Documented quality processes for consistent workmanship, corrective actions, and continuous improvement.
Lot control, risk-aware documentation, and process records for medical and healthcare electronics programs.
Change control, lifecycle sourcing, and defect-prevention practices for automotive-related electronics.
Material controls for lead-free builds and restricted-substance requirements when specified.
For B2B manufacturing buyers, quality claims should connect to records. This evidence layer defines which inspection step, equipment category, or document can be reviewed during RFQ, pilot approval, or shipment release.



Quality is controlled through agreed criteria, material checks, process inspection, risk-based testing, and release records selected before production starts.
Incoming materials are checked against the approved BOM, customer supply notes, date-code expectations, physical condition, and moisture-sensitive handling requirements. Lot references and exceptions are kept with the build record.

After solder paste printing, SPI checks solder volume, area, height, and print shape according to the project requirement. The goal is to catch print drift early, before placement and reflow make defects more expensive to correct.
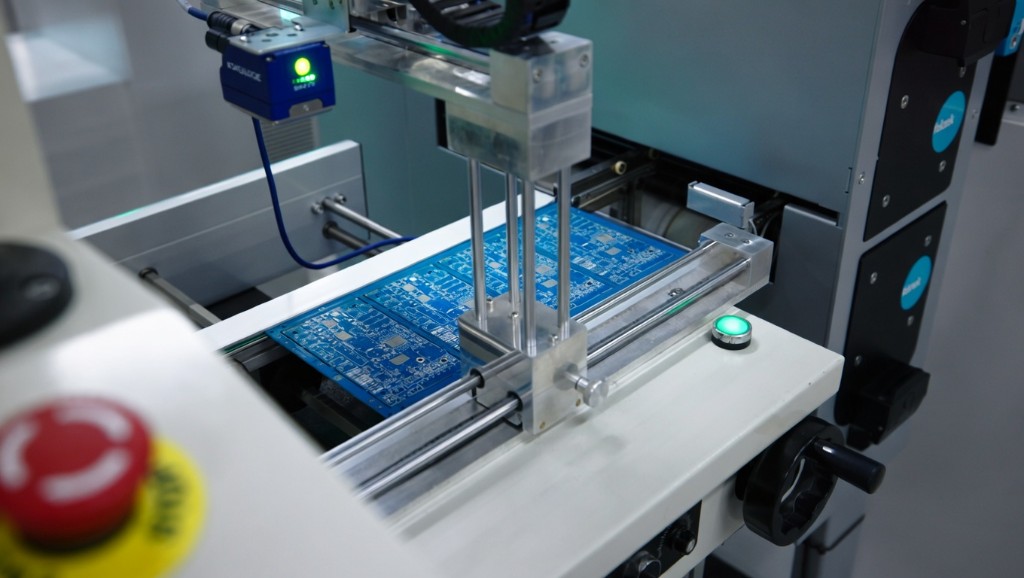
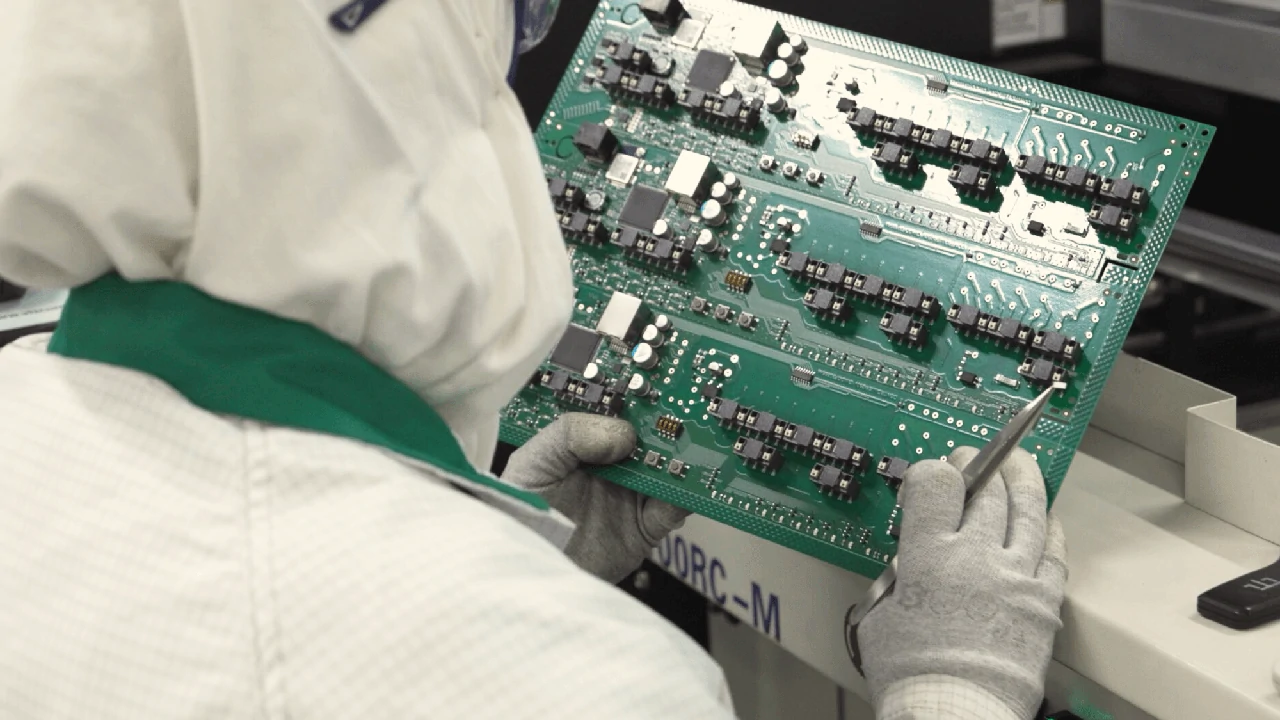
First-article checks and post-reflow AOI are used to verify component presence, polarity, placement condition, solder-joint appearance, and rework decisions before the lot moves forward.
Fixture inspection record
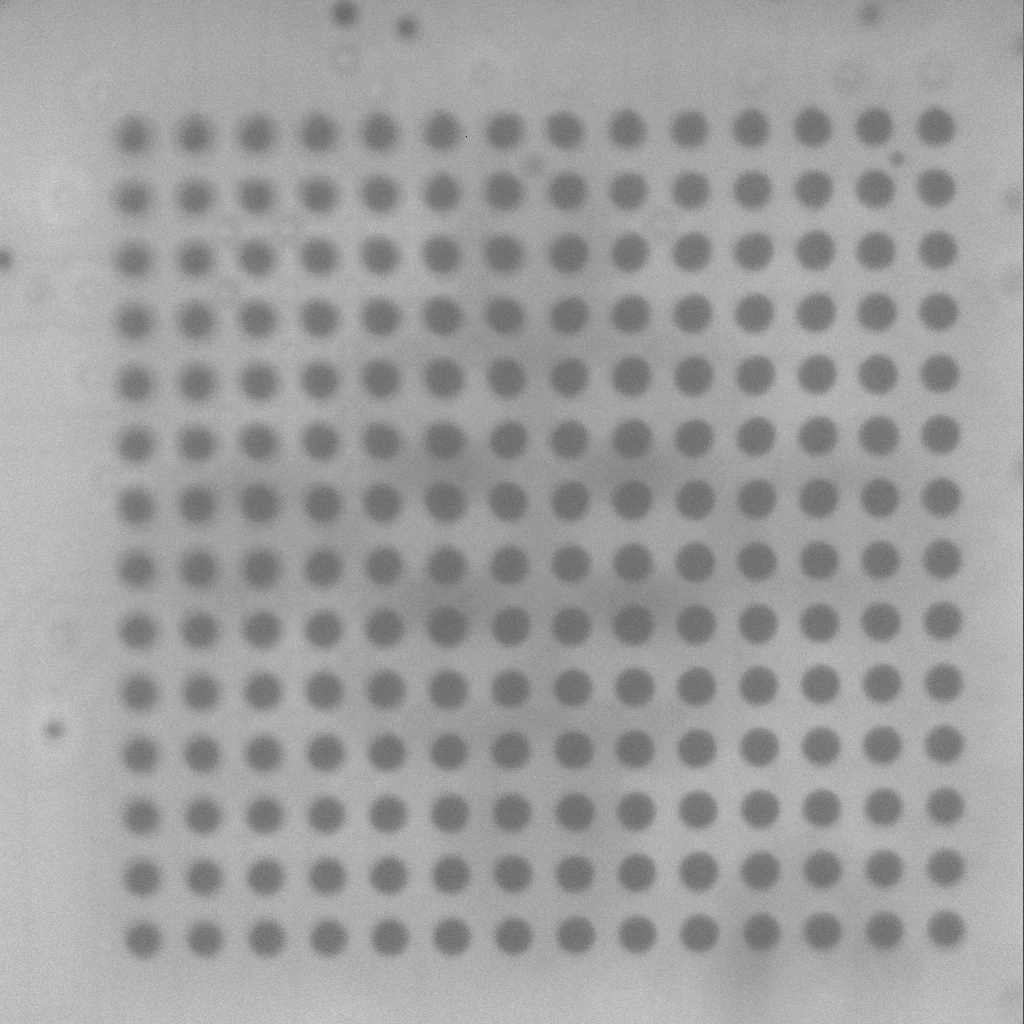
For hidden-joint packages such as BGA, QFN, and CSP, X-Ray inspection can be scoped to review voiding, bridges, alignment, and solder-joint risk according to the agreed sampling rule or customer requirement.
 BGA hidden-joint inspection
BGA hidden-joint inspection
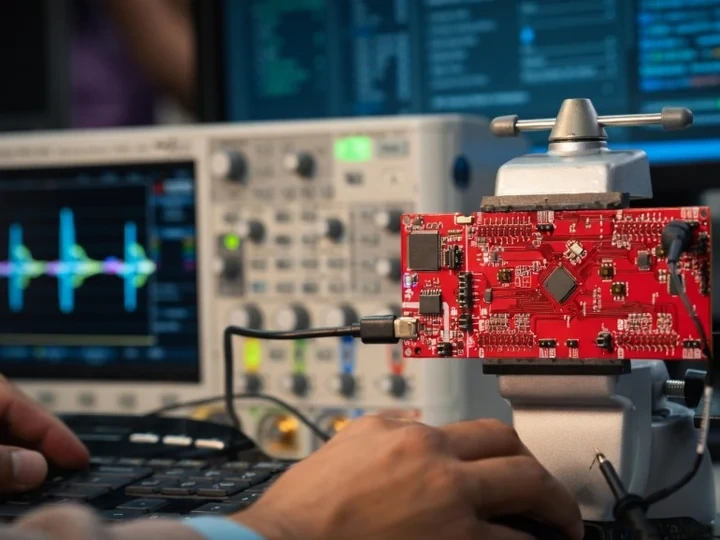
Electrical and functional tests can include flying probe, bed-of-nails ICT, firmware programming, fixture checks, and product-level FCT. Pass/fail logs and fixture versions are defined by the release plan.
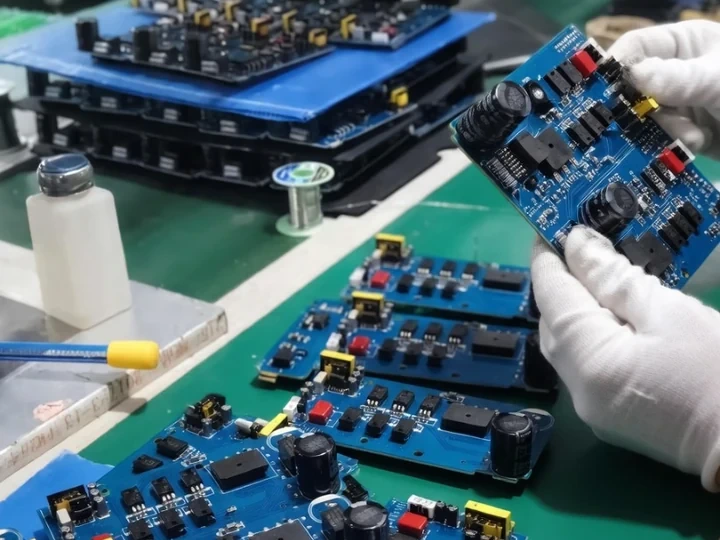
Before shipment, outgoing quality checks confirm visual condition, documentation, labels, ESD packaging, desiccants where needed, and release status so the batch handoff is traceable.
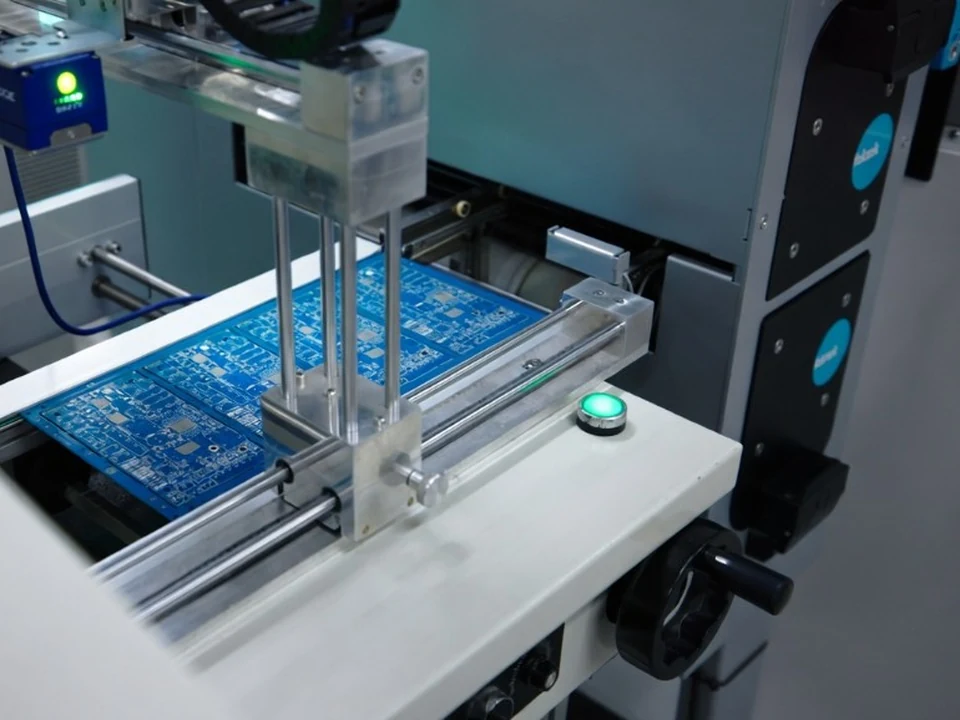
Advanced inspection and test systems that support stable, repeatable manufacturing quality.
3D Solder Paste Inspection that measures solder volume and height to identify printing issues early.
High-speed, high-resolution Automated Optical Inspection for post-reflow defect detection with minimal false calls.
Hidden-joint inspection support for BGA, QFN, CSP, and other packages where optical inspection cannot verify solder condition.
Fixtureless or fixture-based electrical testing can be selected according to volume, test access, and the released test plan.
Thermal, humidity, or aging test requirements can be scoped for products that need environmental reliability evidence.
Barcode, lot, process, inspection, and release records can be connected to the project traceability plan.
For medical, automotive, industrial, and BGA-heavy PCBAs, the useful question is not only “can you build it?” but “what evidence can travel with the batch?”
Component lot references, approved substitutions, incoming inspection notes, MSL handling status, and customer-supplied kit records.
X-ray sampling or 100% inspection requirements can be defined at RFQ stage, including void limits and image-report expectations.
BOM, firmware, label, process, and test fixture changes can be logged with approval rules for automotive and long-lifecycle programs.
ICT/FCT logs, first article notes, rework records, outgoing quality checks, and packaging confirmation can be scoped by project risk.
Share your product risk, IPC expectations, test needs, and release rules. We will help shape a practical quality packet before production starts.